製造メーカーの技術・資材担当者のためのステンレス板金に関する問題解決サイト

HOMEステンレス板金加工事例-新着一覧
ステンレス板金加工事例-新着一覧
【タレパン・レーザー】 ステンレスの板金カバー(スタッド溶接加工)
■ブランクはレーザパンチ複合機で、その後はR面取りはバリ取り機をかけて、NCスタッド溶接機で加工。
■検査後梱包して出荷。
■NC機で加工することにより社内コストも60%以上ダウンしました。
■検査後梱包して出荷。
■NC機で加工することにより社内コストも60%以上ダウンしました。
【ベンダー加工(曲げ)】 箱物板金加工:ステンレスのキーケース(SUS304)リピート品

■ 様々な機器や設備に使われるキーケースのリピート品です。
■ 金部品の箱物加工でブランク→曲げ→TIG溶接→仕上げ→スポット溶接組立。後に市販品のキーを取り付けて完成です。
■ 溶接のところは箱物なので垂直自動溶接機を使用しておりますので加工賃を抑える事ができます。
■ 金部品の箱物加工でブランク→曲げ→TIG溶接→仕上げ→スポット溶接組立。後に市販品のキーを取り付けて完成です。
■ 溶接のところは箱物なので垂直自動溶接機を使用しておりますので加工賃を抑える事ができます。
箱物板金加工:ステンレスのキーケース(SUS304)リピート品の続きを読む
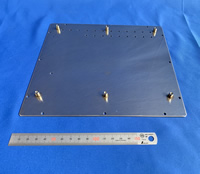
【タレパン・レーザー】 反射板:薄板ステンレス板金部品(電源機器板金製品)の量産品
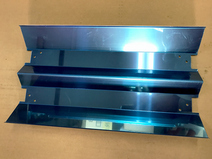
■ 薄板ステンレス板金部品の量産品です。
■ 反射板なので材料は片側研磨材を使用しています。
■ 反射板なので材料は片側研磨材を使用しています。
■ 加工の方はNCタレットパンチプレスにてブランク、タップ加工、プレスブレーキで曲げ加工です。
反射板:薄板ステンレス板金部品(電源機器板金製品)の量産品の続きを読む
【タレパン・レーザー】 受け金物のステンレス(SUS304)部品板金(ロット1500)
 ■ステンレスの板金部品の量産品です。
■ステンレスの板金部品の量産品です。 ■NCターレットパンチプレスにて産品は夜間自動運転にて加工しております。
■バリ取りはバレス研磨にて除去、その後ベンダーで曲げ加工。
■夜間自動運転しておりますのでリードタイム削減が可能です。
■100から1000ケのロットが得意ですので安価にご提供させて頂いております。
受け金物のステンレス(SUS304)部品板金(ロット1500)の続きを読む
【タレパン・レーザー】 食品機械の中量産品・板金製品ユニットの1部分(ロット50)

■食品機械の中量産品・板金製品ユニットの1部分です。
■加工はタレパン、曲げ、アルゴン溶接、仕上げ、バフ研磨です。
■タップ加工、皿もみ加工はタレパンの中で行いコストを抑えております。
食品機械の中量産品・板金製品ユニットの1部分(ロット50)の続きを読む
【タレパン・レーザー】 コントローラーボックス(SUS304、ヘアライン加工) ロット100個

■この製品は同業他社様で継続して流れていたようですが、
納期があてにならず困っていたようで、今回当社に転注になりました。
■板金加工からスポット溶接及び扉との組立作業で足の長い工程になります。
■ロット100ですので当社には得意の数量になります。
コントローラーボックス(SUS304、ヘアライン加工) ロット100個の続きを読む
【タレパン・レーザー】 ステンレス製部品洗浄用水切りケース

■市販のパンチング材からでなく図面通りにオーダーメイドで制作いたしました。
■ケースの足は3mmの丸棒を使用。
■最終工程は電解研磨にてきれいに処理。
【溶接】 洗浄用バスケットケースのステンレスパンチング板金加工
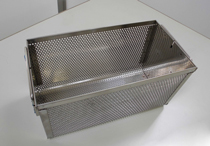
■洗浄機器のバスケットケースです。
■ステンレスのパンチング材を使用して製作しております。
洗浄用バスケットケースのステンレスパンチング板金加工の続きを読む
【溶接】 厨房機器のステンレス水槽ASSY

■ 厨房機器のステンレス水槽ASSYです。
■ 箱物板金にニップルやソケットを溶接して水槽を作ります。
■ 溶接後はバフ研磨をして、終工程は約10点の板金部品を組立て完成です。
【溶接】 SUSケース(理化学機器板金部品)
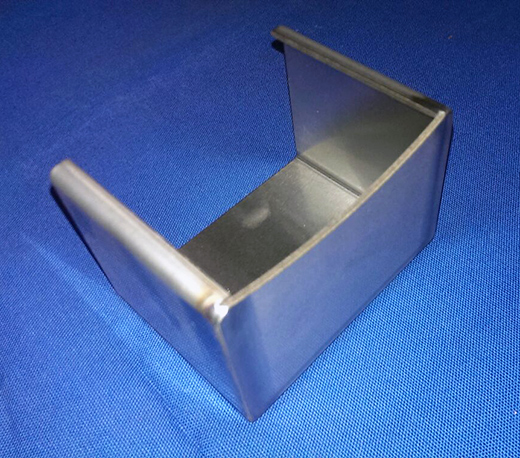
■ 理化学機器板金部品のステンレス板金加工事例です。
■ ブランクはレーザー加工、曲げ後TIG溶接を行いました。







ステンレス板金.COMは株式会社都留が運営する技術専門サイトです。
都留のWebサイトはコチラ