製造メーカーの技術・資材担当者のためのステンレス板金に関する問題解決サイト

HOMEステンレス板金職人のつぶやき-新着一覧
ステンレス板金職人のつぶやき-新着一覧
2016年01月09日 2016年 新年のご挨拶
謹賀新年
旧年中のご厚情に深くお礼申し上げます。
今後とも変わらぬご指導ご鞭撻を賜りますようよろしくお願いいたします。
平成二十八年 元旦
株式会社都留
代表取締役社長 藤本浩一
2013年01月07日 2013年 新年のご挨拶
昨年もWEBを通して様々な企業様と出会いがありました。
大変に有り難う御座いました。
本年の当社のテーマは「挑戦」であります。
内需がジリ貧になっていく今日この頃ですが今年も他社様が追随できない
短納期を武器に社員一同ベクトルをあわせ挑戦していく所存で御座います。
本年もどうぞよろしくお願い申し上げます。
株式会社 都留
代表取締役 藤本浩一
2012年08月28日 節電→改善
今年の夏も節電がキーワードとなっておりますが、昨年は空調の温度管理で電気代のコストダウンに成功しました。今年は、工作機械等からの排熱を行っております。このおかげで、すごし易い環境で仕事が出来ております。
工場幹部が自発的に対策をとってくれるので、とても助かっております。

2012年06月25日 工場見学会の模様とお礼
いつも当社をご愛顧頂きまして、大変にありがとうございます。
今期(43期)も無事決算を終え、3年連続増収増益を達成することが出来ました。
要因は、直近ベースで言いますとWEBからのBtoB取引で取引先様の増加にあります。
このご時世営業マンが板金加工、精密板金の量産品のお仕事を探すのは大変ですが、
対策をとっておけば必ず結果につながるとわかりました。
現在お客様数は約50社でありますが、向こう3カ年計画でトータル100社越えを目標に
成長して行きたいと考えております。
今後とも、よろしくお願い致します。

株式会社都留
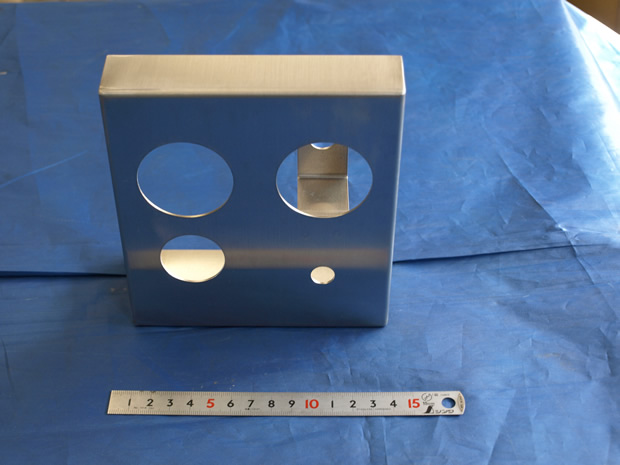
2012年02月22日 医療機器パネル溶接(焼け焦げなし・SUSヘアライン)
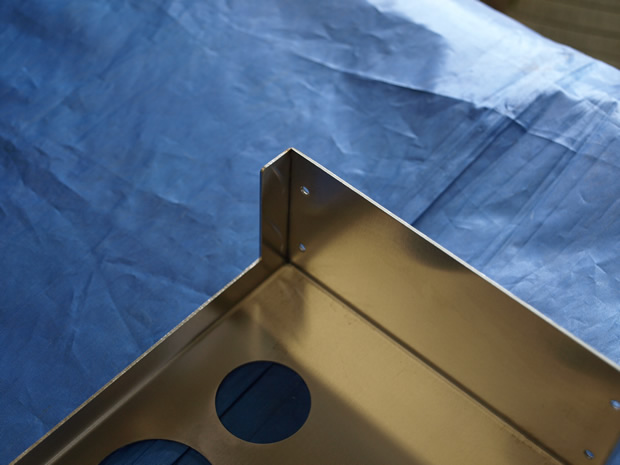
今回は医療機器パネルの板金加工情報をお送りいたします。
外観はSUS304HL材を、
レーザー加工→バリタック→曲げ加工→溶接加工→サンダー仕上げ→(子部品)スポット溶接→ヘアライン処理→脱脂→梱包
という作業で完了です。
この中で溶接工程ですが当社の場合箱物は縦型の自動溶接機にて加工しますので、内側が黒焦げにならずに加工できます。
手溶接ですとそのあとに電解にて焼け取り作業が発生してしまいますので手離れが悪いです。
株式会社都留ではステンレスの箱物板金部品のシェアが高いので、医療機器、理化学機器、半導体製造装置、厨房機器、食品機器等の加工がスムーズです。
2012年01月10日 2012年 新年のご挨拶
お客様各位殿新年明けましておめでとうございます。
今年も板金事例等アップして参りますので本年もどうぞよろしくお願い致します。
精密板金・板金加工 株式会社都留
2011年11月10日 資源エネルギー庁より節電15%相当の達成証が届きました
この度、資源エネルギー庁より節電15%相当の達成証が届きました。
以前から夏と冬の空調のウエイトが大きいので温度の管理をしておりました。
今回の省エネ活動のお陰で、東電の契約も下がりましたし、
ピークをコントロール出来たので、電力費も下がりました。
2011年08月09日 工場監査ありがとうございます。
T社 営業部課長様、品質保証部課長様、この度は工場監査ありがとうございます。ご評価頂きまして、ありがとうございます。
御社様のご期待に添えますようQCDにおいて更にレベルアップしていきます。
2011年07月13日 (社)川崎中原工場協会へ入会しました。
この度、お客様のご紹介により(社)川崎中原工場協会へ入会させて頂きました。
この会は設立70年にもなる伝統ある会です。
当社も会の益々の発展と会員企業様の発展のため微力ながら貢献させて頂きたいと思います。
尚、担当窓口は営業部部長が務めております。
よろしくお願い申し上げます。
2011年06月24日 お見積り依頼お待ちしております。
板金加工、精密板金のお見積りフォーマットをリニューアルしてから、お陰様で引き合いが急増して、ありがとうございます。
リピートのお客様にもわかりやくすなったとご評価頂きました。
見積回答ですが出来る限り迅速に致しますので、
出来るだけ内容を具体的にご提示下さいませ。
CADデータ、PDF、紙図面がございましたら、
フォームから、また、メール、FAX等でお送りください。
問い合わせがございましたら、営業部 菊地、福岡まで願います。
>>お見積りフォームはこちらをクリック







ステンレス板金.COMは株式会社都留が運営する技術専門サイトです。
都留のWebサイトはコチラ