製造メーカーの技術・資材担当者のためのステンレス板金に関する問題解決サイト

HOMEステンレス板金加工事例ベンダー加工(曲げ)
【ベンダー加工(曲げ)】 ステンレス板金加工事例
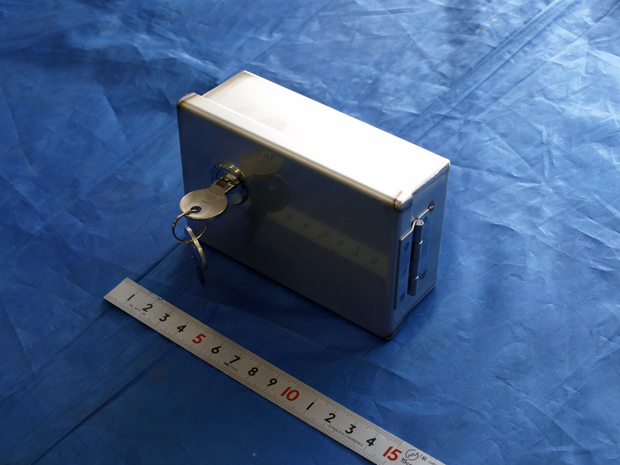
【ベンダー加工(曲げ)】 箱物板金加工:ステンレスのキーケース(SUS304)リピート品

■ 様々な機器や設備に使われるキーケースのリピート品です。
■ 金部品の箱物加工でブランク→曲げ→TIG溶接→仕上げ→スポット溶接組立。後に市販品のキーを取り付けて完成です。
■ 溶接のところは箱物なので垂直自動溶接機を使用しておりますので加工賃を抑える事ができます。
■ 金部品の箱物加工でブランク→曲げ→TIG溶接→仕上げ→スポット溶接組立。後に市販品のキーを取り付けて完成です。
■ 溶接のところは箱物なので垂直自動溶接機を使用しておりますので加工賃を抑える事ができます。
箱物板金加工:ステンレスのキーケース(SUS304)リピート品の続きを読む
【ベンダー加工(曲げ)】 反射板:薄板ステンレス板金部品(電源機器板金製品)の量産品
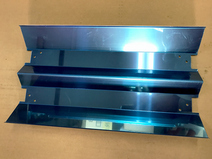
■ 薄板ステンレス板金部品の量産品です。
■ 反射板なので材料は片側研磨材を使用しています。
■ 反射板なので材料は片側研磨材を使用しています。
■ 加工の方はNCタレットパンチプレスにてブランク、タップ加工、プレスブレーキで曲げ加工です。
反射板:薄板ステンレス板金部品(電源機器板金製品)の量産品の続きを読む
【ベンダー加工(曲げ)】 受け金物のステンレス(SUS304)部品板金(ロット1500)
 ■ステンレスの板金部品の量産品です。
■ステンレスの板金部品の量産品です。 ■NCターレットパンチプレスにて産品は夜間自動運転にて加工しております。
■バリ取りはバレス研磨にて除去、その後ベンダーで曲げ加工。
■夜間自動運転しておりますのでリードタイム削減が可能です。
■100から1000ケのロットが得意ですので安価にご提供させて頂いております。
受け金物のステンレス(SUS304)部品板金(ロット1500)の続きを読む
【ベンダー加工(曲げ)】 食品機械の中量産品・板金製品ユニットの1部分(ロット50)

■食品機械の中量産品・板金製品ユニットの1部分です。
■加工はタレパン、曲げ、アルゴン溶接、仕上げ、バフ研磨です。
■タップ加工、皿もみ加工はタレパンの中で行いコストを抑えております。
食品機械の中量産品・板金製品ユニットの1部分(ロット50)の続きを読む
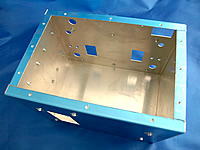
【ベンダー加工(曲げ)】 コントローラーボックス(SUS304、ヘアライン加工) ロット100個

■この製品は同業他社様で継続して流れていたようですが、
納期があてにならず困っていたようで、今回当社に転注になりました。
■板金加工からスポット溶接及び扉との組立作業で足の長い工程になります。
■ロット100ですので当社には得意の数量になります。
コントローラーボックス(SUS304、ヘアライン加工) ロット100個の続きを読む
【ベンダー加工(曲げ)】 ステンレスのキーケースの板金加工
■ ステンレスのケースの板金加工です。
■ ブランクはタレパンにて加工後、ベンダー曲げ、溶接はTIG縦型自動溶接にて溶接。
■ その後金具をスポット溶接後カギの部分を組立をし完成です。
■ ブランクはタレパンにて加工後、ベンダー曲げ、溶接はTIG縦型自動溶接にて溶接。
■ その後金具をスポット溶接後カギの部分を組立をし完成です。
【ベンダー加工(曲げ)】 食品機器板金製品のベンダーR曲げ加工

■精密板金で食品用の型枠を製作。
■ベンダーにて段曲げ、R曲げ後スポット溶接加工でまとめます。
■WEBからのお客様で緊急納品でした。
【ベンダー加工(曲げ)】 ラッチ金具の精密板金(微細加工 材質:SUS430 2B)

■お客様の課題:
市販品のラッチ金具を使用しておりましたが、負荷がかかり過ぎて壊れてしまい、
オーダーメイドでラッチ金具を製作したい。
■解決提案:
今回、子部品をスポットしましたが量産時には
一体化で本体を切り起こし金型で曲げを提案しました。
■お客様からの感想
都留なら出来ると満足して頂きました。
ラッチ金具の精密板金(微細加工 材質:SUS430 2B)の続きを読む
【ベンダー加工(曲げ)】 ステンレス化粧ケース(理化学機器板金ケース)

■ステンレス製の化粧ケースです。箱はアルゴン溶接後バフ研磨です。
■当社は箱物の溶接は基本自動溶接機で加工しますので、
内側の溶接跡は黒こげにはなりません。
(半導体製造装置関連、厨房機器、食品機器、医療機器、理化学機器などの
業界の製品に向いております。)
■最終工程は、文字をシルク印刷しております。
【ベンダー加工(曲げ)】 医療器具部品のステンレスヘアライン+シルク印刷

■医療器具の板金製品です。
■レーザー加工にてブランク加工後、ベンダーで曲げました。
■最終工程はシルク印刷です。
【ベンダー加工(曲げ)】 半導体製造装置板金部品:ステンレス製排気ダクト

■ちょっと変形したステンレス製排気ダクトです。
■加工内容はタレパン・曲げ・溶接・バフ研磨です。
■数点の板金部品をTIG溶接にて組み合わせ、最終工程のバフ研磨後、クリーン梱包をして納品です。
【ベンダー加工(曲げ)】 医療機器製品板金加工 ステンレス製試験管ケース(打ち抜き式)
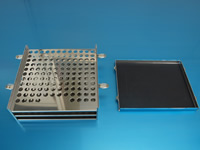
■加工商品は医療機器製品の板金加工で、ステンレス製試験管ケース(打ち抜き式)です。
■ステンレス材をタレパンにてパンチング加工後曲げ、プレスにて取っ手部分を金型にて絞り加工しています。
■その後パンチング材をスポット溶接にて組立。パッチン錠を溶接し、相方のフタにはラバーを接着しました。
医療機器製品板金加工 ステンレス製試験管ケース(打ち抜き式)の続きを読む
【ベンダー加工(曲げ)】 半導体設備機器筐体 | SUS304 | 1.2t

■加工商品は、SUS HL材 筐体板金加工で、材質はSUS304 HL、板厚は1.2tです。
■ポイントは長手(2200mm)のR曲げ加工で後工程で溶接加工があるので、
精度良く曲げを上げておかなくてはきれいに仕上がりません。
■当社としては溶接をロボットや自動機でする事が多いので、
曲げ担当者は精度を要求されます。
半導体設備機器筐体 | SUS304 | 1.2tの続きを読む
【ベンダー加工(曲げ)】 厨房機器 ステンレス製トレーラック

■製品内容は、厨房機器のステンレス製トレーラックで、素材はステンレス、サイズは1200*600*H1500です。
■お客様のリクエストは写真の製品を製作してほしいということからスタートし、当社の設計にて"かたち"にしました。
■ステンレスの板金部品(レーザー加工、曲げ加工)と、アングル、パイプ等を溶接に組み上げバフ研磨、最終工程でキャスターを取り付けました。
【ベンダー加工(曲げ)】 食品機器板金カバー | 素材:SUS430 2B | 1.5t

■加工製品は食品機器板金カバーです。
■手前のヘラ絞りした部品に3本ローラーにて丸めた板を、TIG溶接にて全溶接加工しております。
■現在は小ロットですので職人さんが溶接工程をしてますが、量産は冶具をつくりTIGロボットにて加工を進めます。
食品機器板金カバー | 素材:SUS430 2B | 1.5tの続きを読む
【ベンダー加工(曲げ)】 精密機器ブラケット | 素材:SUS304 | 板厚:1.2t

■加工技術はタレパン、バリ取り、曲げ+ヘミング、スポット溶接 酸洗い。
■通常は加工後脱脂のみですがクリーン仕様は酸洗して納入致します。
精密機器ブラケット | 素材:SUS304 | 板厚:1.2tの続きを読む
【ベンダー加工(曲げ)】 食品機器カバー | 材質:SUS430 | 板圧:1.0t
 ■お客様より、既存の板金メーカーでは、接続部分に隙間が空いてしまい、
■お客様より、既存の板金メーカーでは、接続部分に隙間が空いてしまい、希望通りの製品を作ることができなかったので、弊社に連絡いただきました。
■図面および、展開についてアドバイスさせていただきました。
■その後、試作を気に入っていただき、量産させていただきました。
食品機器カバー | 材質:SUS430 | 板圧:1.0tの続きを読む
【ベンダー加工(曲げ)】 医療機器板金加工 | 材質:SUS304 | 板厚:1.0t~1.5t

■加工商品はステンテス板金加工ASSY
■タレパン、ベンダー、溶接、バフ研磨、組立。
■ステンレス板金加工、筐体から小部品を組立しまとめました。
医療機器板金加工 | 材質:SUS304 | 板厚:1.0t~1.5tの続きを読む
【ベンダー加工(曲げ)】 理化学機器ステンレスカバー

【特徴】
■ 理化学機器ステンレスカバーの加工事例です。
■ SUS304の両面HLの曲げ加工です。
■ ステンレスt2.0をレーザーのクリーンカットで加工しています。
■ 穴あけ加工後、皿もみ加工(ボール盤)を施しています。
【ベンダー加工(曲げ)】 細部の曲げ加工

【特徴】
■ 細部の曲げ加工事例です。
■ 抜き→バリ取り→曲げ→スポット溶接→電解研磨の加工手順で仕上げました。
■ 曲げ部の長さは2mm・曲角度97度の角度だしに成功しました。
■ 医療機器部品の加工事例です。
■ 細部の曲げ加工事例です。
■ 抜き→バリ取り→曲げ→スポット溶接→電解研磨の加工手順で仕上げました。
■ 曲げ部の長さは2mm・曲角度97度の角度だしに成功しました。
■ 医療機器部品の加工事例です。
【ベンダー加工(曲げ)】 深曲加工
【特徴】
■ 200mmの深曲加工の事例です。
■ 医療用機器の加工事例です。
■ 弊社の経験ある曲げ加工職人の知識により、CADデータ展開から、工程順を考え出し、200mmの深曲加工に成功しました。
■ 200mmの深曲加工の事例です。
■ 医療用機器の加工事例です。
■ 弊社の経験ある曲げ加工職人の知識により、CADデータ展開から、工程順を考え出し、200mmの深曲加工に成功しました。
【ベンダー加工(曲げ)】 業務用焼菓子オーブン
 【特徴】
【特徴】■ 業務用焼菓子オーブン加工事例です。
■ 放熱用ルーバーはタレパンでルーバー加工を行い、上部の蓋部分はベンダーのR型で曲げ加工を施しています。
■ 上下の加工完成品接続の際には、ロボットによるTIG溶接により、100個の生産を行いました。
■ 加工後にバフ研磨を行い鏡面仕上げを行っています。キズがつかないよう、取扱や梱包に細心の注意を払っています。
【ベンダー加工(曲げ)】 業務用フィルター向け曲げ加工
 【特徴】
【特徴】■ 業務用フィルターの曲げ加工事例です。
■ 曲げ工程が多く、体力を要する作業です。オペレーターは製品の加工キズに細心の注意をはらい加工します。
■ 部品の中央部のフィルター曲げ部は、曲げ加工時に材料が逆にハネ上がるため、機械や金型との干渉に注意を要します。
【ベンダー加工(曲げ)】 爪部分の曲げ加工
 【特徴】
【特徴】■ 曲げ加工事例です。
■ 医療機器部品の事例です。
■ 表面処理を施しています。(電解研磨)
■ 爪部分の曲げ加工の精度出しにより、両端の穴寸法の誤差をクリアしました。







ステンレス板金.COMは株式会社都留が運営する技術専門サイトです。
都留のWebサイトはコチラ